基于 SPC 的紙箱印刷顏色質(zhì)量控制研究90
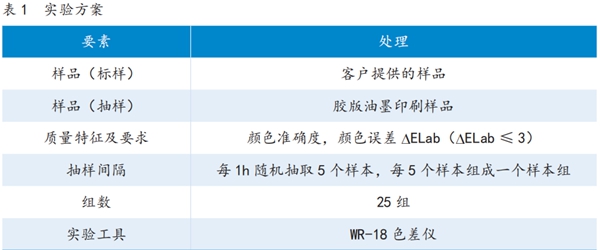
發(fā)表時(shí)間:2023-11-13 15:42作者:韋偉 袁嘉梁 鄭楊 等來(lái)源:印刷工業(yè) 隨著印刷質(zhì)量控制標(biāo)準(zhǔn)和技術(shù)監(jiān)測(cè)手段不斷完善,紙箱整體印刷水平和印刷質(zhì)量得到逐步提升,但仍存在著一些問(wèn)題,導(dǎo)致出現(xiàn)大批量不合格產(chǎn)品。文章對(duì)所研究的顏色準(zhǔn)確度質(zhì)量控制指標(biāo)進(jìn)行了簡(jiǎn)要概述,對(duì)統(tǒng)計(jì)過(guò)程控制進(jìn)行了回顧,并對(duì)所要使用的控制圖工具進(jìn)行了介紹。最后,利用均值 - 極差控制圖,對(duì)紙箱印刷的顏色準(zhǔn)確度進(jìn)行了監(jiān)測(cè)和分析。 隨著社會(huì)的發(fā)展,人們的經(jīng)濟(jì)能力和審美意識(shí)不斷提升,對(duì)產(chǎn)品包裝的要求也隨之越來(lái)越高。在我國(guó),包裝印刷業(yè)市場(chǎng)的競(jìng)爭(zhēng)十分激烈,行業(yè)缺乏有效的質(zhì)量管理控制方法以及標(biāo)準(zhǔn),這意味著各企業(yè)間的質(zhì)量控制方法存在差異,難以實(shí)現(xiàn)質(zhì)量效果的可比性和可重復(fù)性。 當(dāng)前學(xué)術(shù)界大多把研究重點(diǎn)放在全面質(zhì)量管理方面,在實(shí)踐方面,由于缺乏發(fā)展時(shí)間,為了應(yīng)對(duì)市場(chǎng)的競(jìng)爭(zhēng),大多數(shù)紙箱印刷企業(yè)也直接把重點(diǎn)放在了全面質(zhì)量管理上,忽略了質(zhì)量控制對(duì)于產(chǎn)品質(zhì)量和市場(chǎng)競(jìng)爭(zhēng)力的重要作用。 紙箱印刷顏色質(zhì)量控制 紙箱印刷質(zhì)量控制是確保印刷品質(zhì)量達(dá)到客戶要求的標(biāo)準(zhǔn)所采取的技術(shù)性活動(dòng)。采取質(zhì)量控制需要對(duì)每個(gè)環(huán)節(jié)進(jìn)行嚴(yán)格的監(jiān)督、控制和調(diào)整,確保印刷品的品質(zhì)符合所需標(biāo)準(zhǔn)。紙箱印刷質(zhì)量控制指標(biāo)通常包括多個(gè)方面,如顏色準(zhǔn)確度、圖像清晰度、抗壓強(qiáng)度等。 其中,顏色準(zhǔn)確度是保證產(chǎn)品質(zhì)量的關(guān)鍵性因素之一,它決定了印刷品的色彩質(zhì)量和視覺(jué)效果,直接影響印刷品的整體質(zhì)量和美觀度。 對(duì)于紙箱印刷顏色準(zhǔn)確度的質(zhì)量控制有很多科學(xué)的工具方法,如矩陣圖、核查表等。部分研究學(xué)者和紙箱印刷企業(yè)開(kāi)始研究采用統(tǒng)計(jì)過(guò)程控制,利用控制圖,監(jiān)控生產(chǎn)過(guò)程中的變異性并及時(shí)做出調(diào)整,從而提高產(chǎn)品的色彩印刷質(zhì)量,滿足客戶對(duì)于產(chǎn)品的要求。 SPC 及其核心工具 1.SPC 概述 S P C ( S t a t i s t i c a l P ro c e s s Control),即統(tǒng)計(jì)過(guò)程控制,是一種面向過(guò)程的質(zhì)量控制與管理方法,主要是應(yīng)用統(tǒng)計(jì)分析技術(shù)對(duì)生產(chǎn)過(guò)程進(jìn)行監(jiān)控,科學(xué)地判斷出生產(chǎn)過(guò)程是否處于受控狀態(tài)。當(dāng)出現(xiàn)過(guò)程能力下降或者過(guò)程有失控傾向時(shí),及時(shí)發(fā)出預(yù)警,以便生產(chǎn)管理人員采取糾正措施,恢復(fù)過(guò)程的穩(wěn)定。 2.SPC 核心工具 SPC 核心工具——控制圖,通過(guò)統(tǒng)計(jì)分析過(guò)程中的數(shù)據(jù),監(jiān)測(cè)過(guò)程是否穩(wěn)定,分析是否存在特殊因素或異常情況,從而幫助生產(chǎn)部門實(shí)現(xiàn)持續(xù)改進(jìn)。按照控制圖分析和監(jiān)控的質(zhì)量特性數(shù)據(jù)類型 , 可以將控制圖分為計(jì)量型控制圖和計(jì)數(shù)型控制圖。本文涉及使用計(jì)量值控制圖——X -R 控制圖。 X-R 控制圖,又稱均值與極差控制圖,它可以檢測(cè)出過(guò)程的平均值和極差是否在控制范圍內(nèi)以及過(guò)程的變異是否過(guò)大,從而及時(shí)采取措施加以控制和優(yōu)化。 -R 控制圖技術(shù)適用于對(duì)生產(chǎn)過(guò)程參數(shù)和產(chǎn)品質(zhì)量參數(shù)的分析、控制及采取預(yù)防措施,適用于現(xiàn)場(chǎng)操作。 印刷顏色準(zhǔn)確度的統(tǒng)計(jì)過(guò)程控制 SPC 可用于監(jiān)控印刷過(guò)程中的關(guān)鍵性能指標(biāo),幫助識(shí)別這些關(guān)鍵指標(biāo)因素并控制其變異性,從而確保生產(chǎn)一致的高質(zhì)量印刷品。本文研究印刷顏色的準(zhǔn)確度,通過(guò)使用SPC,印刷機(jī)操作員可以定期檢查印刷過(guò)程中的色差,并記錄這些數(shù)據(jù),再將這些數(shù)據(jù)與指定的控制界限進(jìn)行比較,以確保顏色差異不會(huì)超過(guò)規(guī)定范圍,確保印刷品色彩的一致性和高品質(zhì)。 1. 實(shí)驗(yàn)條件 顏色誤差是計(jì)量特征值,故可選用正態(tài)分布控制圖,瓦楞紙箱屬于大批量生產(chǎn),不難取得數(shù)據(jù),故可以選用靈敏度高的 -R 圖。客戶要求產(chǎn)品與標(biāo)準(zhǔn)樣品的顏色誤差值最大不可超過(guò) 3,即 0 ≤ T ≤ 3。在標(biāo)準(zhǔn)化紙箱印刷廠的生產(chǎn)過(guò)程中,油墨顏色和濃度按照客戶提供的精準(zhǔn)數(shù)據(jù),且在印刷過(guò)程中油墨不回流。 2. 實(shí)驗(yàn)方案 具體實(shí)驗(yàn)方案如表 1 所示。
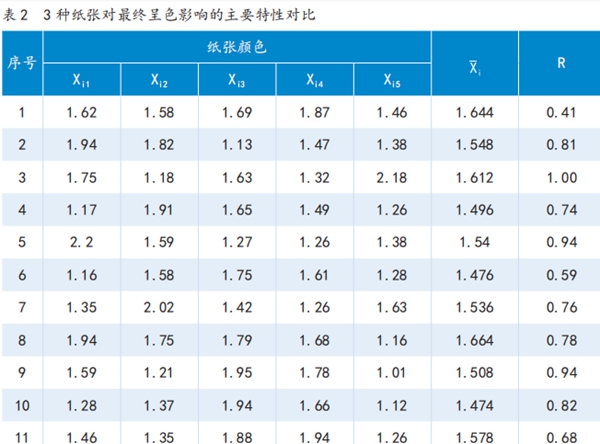
3. 抽樣測(cè)量與記錄 選取客戶提供的標(biāo)準(zhǔn)樣品作為參照,印刷圖案中有一小卡通人物,每次抽樣均選取卡通人物的圓形帽子進(jìn)行測(cè)量。按照抽樣方案要求進(jìn)行抽樣,且抽取樣品后要等待油墨靜置晾干后再使用色差儀進(jìn)行顏色色差的測(cè)量,記錄誤差值? ELab(如表 2 所示)。
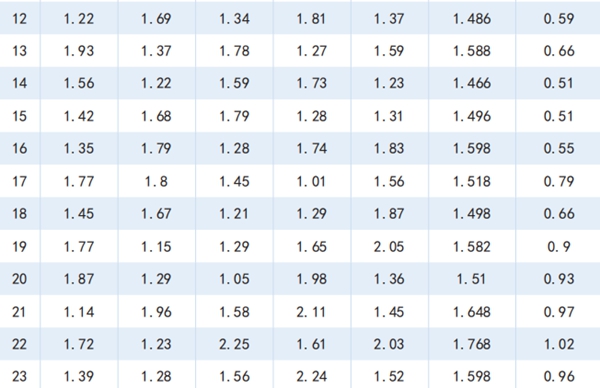
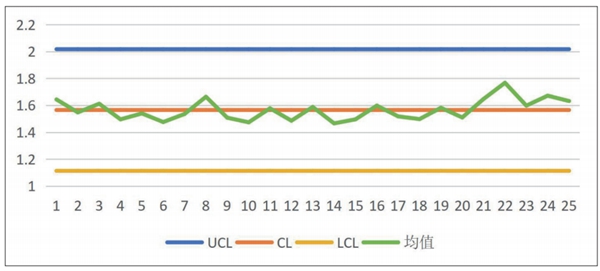
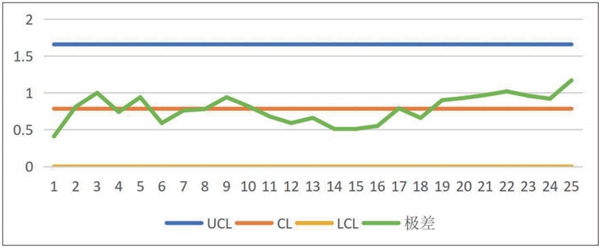
4. 相關(guān)系數(shù)的計(jì)數(shù) 依據(jù)計(jì)量控制圖系數(shù)表(如表 3所示),根據(jù)公式計(jì)算得出控制圖上下限:在 控制圖中,UCL= +A2≈ 2.02 ,CL ≈ 1.57,LCL= -A2≈ 1.11; 在 R 控 制 圖 中,UCL=D4≈ 1.66,CL ≈ 0.78,LCL=D3 =0。
5. 將收集計(jì)算的數(shù)據(jù)輸入制圖 軟件中生成 -R 控制圖(如圖 1 和圖 2 所示)。
圖 1 X 控制圖
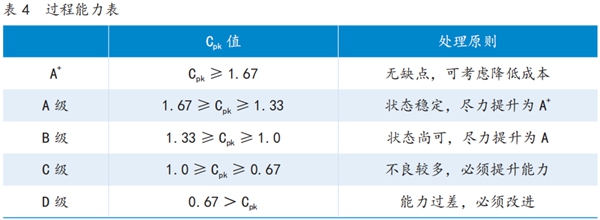
圖 2 R 控制圖 6. 分析控制圖 由 -R 控制圖可知,顏色誤差總體平均波動(dòng)范圍為 1.11 ~ 2.02,且并未出現(xiàn)異常點(diǎn),均處于穩(wěn)定狀態(tài)。可知,顏色準(zhǔn)確度處于穩(wěn)定受控狀態(tài)。若控制圖出現(xiàn)異常點(diǎn),則需查明原因,并判斷是否為可糾正問(wèn)題,糾正問(wèn)題后,可去掉異常數(shù)據(jù)組或加入一組修復(fù)后的數(shù)據(jù)重新計(jì)算,生成新的控制圖,進(jìn)行過(guò)程能力分析。 7. 過(guò)程能力分析 根據(jù) -R 控制圖可知,產(chǎn)品質(zhì)量特性分布的均值與公差中心是不重合的,此時(shí)不合格率必然會(huì)增大,Cp 值 降 低, 當(dāng) 過(guò) 程 能 力 指 數(shù) 不 能反映有偏移的實(shí)際情況,需要加以修正,記修正后的過(guò)程能力指數(shù)為Cpk。Cpk 是指過(guò)程平均值與產(chǎn)品標(biāo)準(zhǔn)規(guī)格發(fā)生偏移的大小,體現(xiàn)過(guò)程本身能力。通常用規(guī)格上限值減去樣本均值和樣本均值減去規(guī)格下限值中數(shù)值小的那一個(gè),再除以 3 倍的西格瑪(σ)來(lái)表示,即 Cpk =Min(TU-μ,μ-Tl)/3σ。但由于我們規(guī)定的顏色準(zhǔn)確度 ΔE ≤ 3,屬于單邊規(guī)格類型。此時(shí)我們只需考慮規(guī)格上限和規(guī)格中心,因此單邊規(guī)格限過(guò)程能力指數(shù)計(jì)算公式可以表示為Cpk=(TU-μ)/3σ。由 控制圖可知,TU =3,μ=1.57,3σ=3,R/d2=1.01,由此可得 Cpk=1.42。
根據(jù)過(guò)程能力表(如表 4 所示)可知,顏色準(zhǔn)確度變化狀態(tài)穩(wěn)定,過(guò)程能力良好,但也仍需提升能力等級(jí)。對(duì)于顏色質(zhì)量要求較高的產(chǎn)品,需要對(duì)印刷過(guò)程嚴(yán)格控制,以保證印刷質(zhì)量,避免顏色誤差過(guò)大。在后續(xù)工作中,需對(duì)控制圖進(jìn)行參數(shù)修正,針對(duì)異常波動(dòng)進(jìn)行深入探查,積極采取措施將其避免和消除。 結(jié)語(yǔ) 本文利用 -R 控制圖,在紙箱印刷過(guò)程中對(duì)顏色進(jìn)行監(jiān)測(cè)和控制,并對(duì)過(guò)程進(jìn)行了能力分析。由實(shí)驗(yàn)可知,顏色準(zhǔn)確度在印刷過(guò)程中處于穩(wěn)定可控狀態(tài),過(guò)程能力尚可,但在實(shí)際生產(chǎn)活動(dòng)中,仍然要通過(guò)數(shù)據(jù)監(jiān)測(cè)和分析,進(jìn)行持續(xù)改進(jìn),優(yōu)化過(guò)程,降低變異性。 |
CHINA PRINT 2021
 視頻訪談 視頻訪談 副標(biāo)題 新聞中心 新聞中心 副標(biāo)題 |
Copyright ? 20013-2015 《印刷工業(yè)》雜志社有限公司